
Изборот на извор на светлина замашини за мерење на видотза време на мерењето е директно поврзано со точноста на мерењето и ефикасноста на мерниот систем, но не е избран ист извор на светлина за мерење на кој било дел. Несоодветното осветлување може да има големо влијание врз резултатите од мерењето на делот. Во процесот на користење на машината за мерење со вид, постојат многу детали што треба да ги разбереме и да обрнеме внимание.
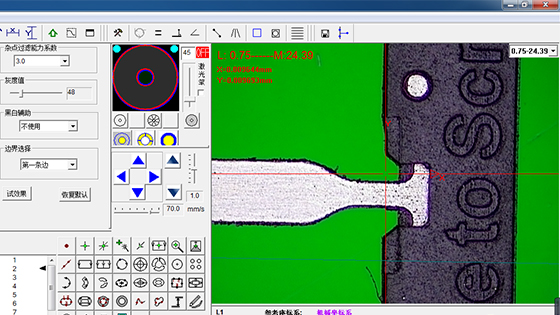
Изворот на светлина на машината за мерење на видот е поделен на прстенеста светлина, лента, контурна светлина и коаксијална светлина. Во различни ситуации на мерење, треба да ги избереме соодветните светилки за подобро да ја завршиме работата на мерењето. Можеме да процениме дали изворот на светлина е соодветен од три перспективи: контраст, униформност на светлината и степен на осветлување на позадината. Кога ќе забележиме дека границата помеѓу измерениот елемент и елементот на позадината е јасна, осветленоста е униформна, а позадината е избледена и униформна, изворот на светлина во овој момент е соодветен.
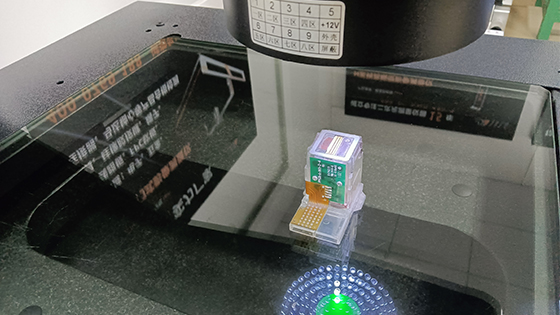
Кога мериме работни парчиња со висока рефлективност, коаксијалната светлина е посоодветна; површинскиот извор на светлина има 5 прстени и 8 зони, повеќебојни, повеќеаголни, програмабилни LED светла. Изворот на контурна светлина е паралелна LED светлина. При мерење на сложени работни парчиња, неколку извори на светлина можат да се користат заедно за да се добијат добри ефекти на набљудување на различни ко-конструкции и јасни граници, што лесно може да реализира мерење на пресек на длабоки дупки и големи дебелини. На пример: мерење на ширина на цилиндричен прстенест жлеб, мерење на профил на навој итн.
При реалното мерење, треба постојано да ја подобруваме нашата технологија за мерење, а воедно да акумулираме искуство и да го совладаме релевантното знаење за машините за визуелно мерење за подобро да ја завршиме работата на мерењето.
Време на објавување: 11 јули 2022 година